












Наше предприятие выпускает фрезерные станки 6т13 в различных модификациях (универсальный станок, с устройством цифровой индикации). Старая маркировка станка 6р13. Приглашаем посетить наше производство фрезерных станков.
|
Наименование |
Гарантия |
Цена рублей с НДС |
|
6Т13 |
1 год |
по запросу |
|
6Т13Ф1 с УЦИ "Newall" |
1 год |
по запросу |


Универсальные фрезерные станки серии Т выпускаются начиная с 1985 года. Станки схожи между собой по конструкции, широко унифицированы и являются дальнейшим усовершенствованием аналогичных станков серии Р.
Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпендикулярно к оси шпинделя и в вертикальном направлении.
Обозначение консольно-фрезерных станков
6 - фрезерный станок (номер группы по классификации ЭНИМС)
Т – серия (поколение) станка (Б, К, Н, М, Р, Т)
1 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (1 - вертикально-фрезерный)
3 – исполнение станка - типоразмер (0, 1, 2, 3, 4) (3 - размер рабочего стола - 400 х 1600)
Буквы в конце обозначения модели
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
К – станок с копировальным устройством для обработки криволинейной поверхности
Б – станок с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, подач стола и повышенная мощность двигателя главного движения).
П – повышенная точность станка - (н, п, в, а, с) по ГОСТ 8-ХХ
Ш – станок широкоуниверсальный
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов
6Т13 станок вертикальный консольно-фрезерный. Назначение и область применения
Вертикальный консольно-фрезерный станок 6Т13 предназначен для фрезерования всевозможных деталей из различных материалов. Применяется в условиях единичного и серийного производства. На станке можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и др. На станке возможна работа в трех режимах: аварийном, толчковом и ручном.В автоматическом режиме станок работает при различных автоматических циклах, включая цикл по рамке.
В толчковом режиме производятся установочные перемещения стола. Возможна работа по разметке. В ручном универсальном режиме станок работает с использованием рабочих подач, быстрых перемещений, а также ручных перемещений от маховиков и рукоятки.
Имеется устройство для ограничения зазора в винтовой паре продольного перемещения стола, индивидуальная смазка винта вертикального перемещения, повышающая его долговечность и снижающая усилие подъема консоли.
Введены дополнительные устройства для защиты от разлетающейся стружки и эмульсии.
Повышена жесткость станка за счет прямоугольных направляющих станины и консоли.
Имеется автоматическое торможение шпинделя в рабочем режиме и при аварийном отключении.
Автоматизированная смазка узлов повышает их долговечность и сокращает время обслуживания.
Стол станка может поворачиваться вокруг вертикальной оси на ±45°, что позволяет с применением делительных устройств фрезеровать различные винтообразные спирали.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Механизировано крепление инструмента. Винт поперечной подачи расположен по оси фрезы, что повышает точность обработки. Технологические возможности станка могут быть расширены с применением делительной головки, поворотного круглого стола и других приспособлений.
Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание и использовать станок для выполнения различных работ в поточном производстве.
Станок может поставляться в стране с умеренным, холодным и тропическим климатом.
Класс точности станка — Н по ГОСТ 8—82Е
Основные конструктивные преимущества станков:
механизированное крепление инструмента в шпинделе;
механизм пропорционального замедления подачи;
устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
предохранительная муфта защиты привода подач от перегрузок;
торможение горизонтального шпинделя при остановке электромагнитной муфтой;
устройство защиты от разлетающейся стружки.
Основные технологические преимущества станков:
разнообразные автоматические циклы работы станка;
широкий диапазон частот вращения шпинделя и подач стола;
большая мощность приводов;
высокая жесткость;
надежность и долговечность.
Технологические возможности станков могут быть расширены за счет применения на них делительной головки, круглого поворотного стола и других приспособлений.
Габарит рабочего пространства консольно-фрезерного станка 6Т13

Эскиз шпинделя консольно-фрезерного станка 6Т13

Расположение составных частей консольно-фрезерного станка 6Т13

Перечень составных частей консольно-фрезерного станка 6Т13
1. станина
2. пульт боковой
3. механизм переключения подач
4. коробка скоростей шпинделя
5. головка поворотная
6. устройства электромеханического зажима инструмента
7. шкаф управления/
8. стол и салазки
9. механизм замедления подачи
10. пульт основной
11. консоль
12. коробка подач
Расположение органов управления консольно-фрезерным станком 6Т13


Перечень органов управления консольно-фрезерным станком 6Т13
1. Указатель скоростей шпинделя
2. Кнопка "Перемещение стола назад, вперед, вниз"
3. Переключатель выбора направления перемещения стола
4. Переключатель "Зажим-Отжим инструмента"
5. Кнопка "Перемещение стола вперед, влево, вверх"
6. Кнопка "Толчок шпинделя" (дублирующая)
7. Кнопка "Стоп перемещения стола"
8. Кнопка "Пуск шпинделя"
9. Кнопка "Стоп шпинделя" (дублирующая)
10. Кнопка "Стоп" аварийная
11. Кнопка "Быстрое перемещение стола" (дублирующая)
12. Рукоятка переключения скоростей шпинделя
13-
14. Шестигранник поворота головки
15. Рукоятка зажима гильзы шпинделя
16. Клавиша "Перемещение стола влево"
17. Клавиша "Перемещение стола вправо"
18. Клавиша "Стоп продольного перемещения стола"
19. Кнопка "Стоп шпинделя"
20. Кнопка "Пуск шпинделя"
21. Зажимы стола
22. Переключатель включения режима работы стола "Ручной - Механический"
23. Маховик ручного продольного перемещения стола
24. Кольцо-нониус
25. Лимб механизма поперечных перемещений стола
26. Ручное поперечное перемещение стола
27. Ручное вертикальное перемещение стола
28. Грибок переключения подач
29. Кнопка "Стоп" аварийная
30. Переключатель выбора режима работы станка
31. Переключатель "Замедленная подача"
32. Кнопка "Быстрое перемещение стола и пуск цикла"
33. Клавиша "Стоп вертикального перемещения стола"
34. Клавиша "Перемещение стола вниз"
35. Зажимы салазок
36. Клавиша "Перемещение стола вверх"
37. Маховик ручного продольного перемещения стола (дублирующий)
38. Клавиша "Стоп поперечного перемещения стола"
39. Клавиша "Перемещение стола вперед"
40. Клавиша "Перемещение стола назад"
41. Маховик выдвижения гильзы шпинделя
42. Зажим головки на станине
43. Вводной выключатель
44. Переключатель направления вращения шпинделя "Влево - Вправо"
45. Переключатель насоса охлаждения «Включено – Выключено»
46. Переключатель выбора пульта управления
47. Переключатель выбора автоматических циклов
48. Зажим консоли
49. Рукоятка съемная ручного вертикального и поперечного перемещения стола
50. Штифт нулевой фиксации головки

Кинематическая схема
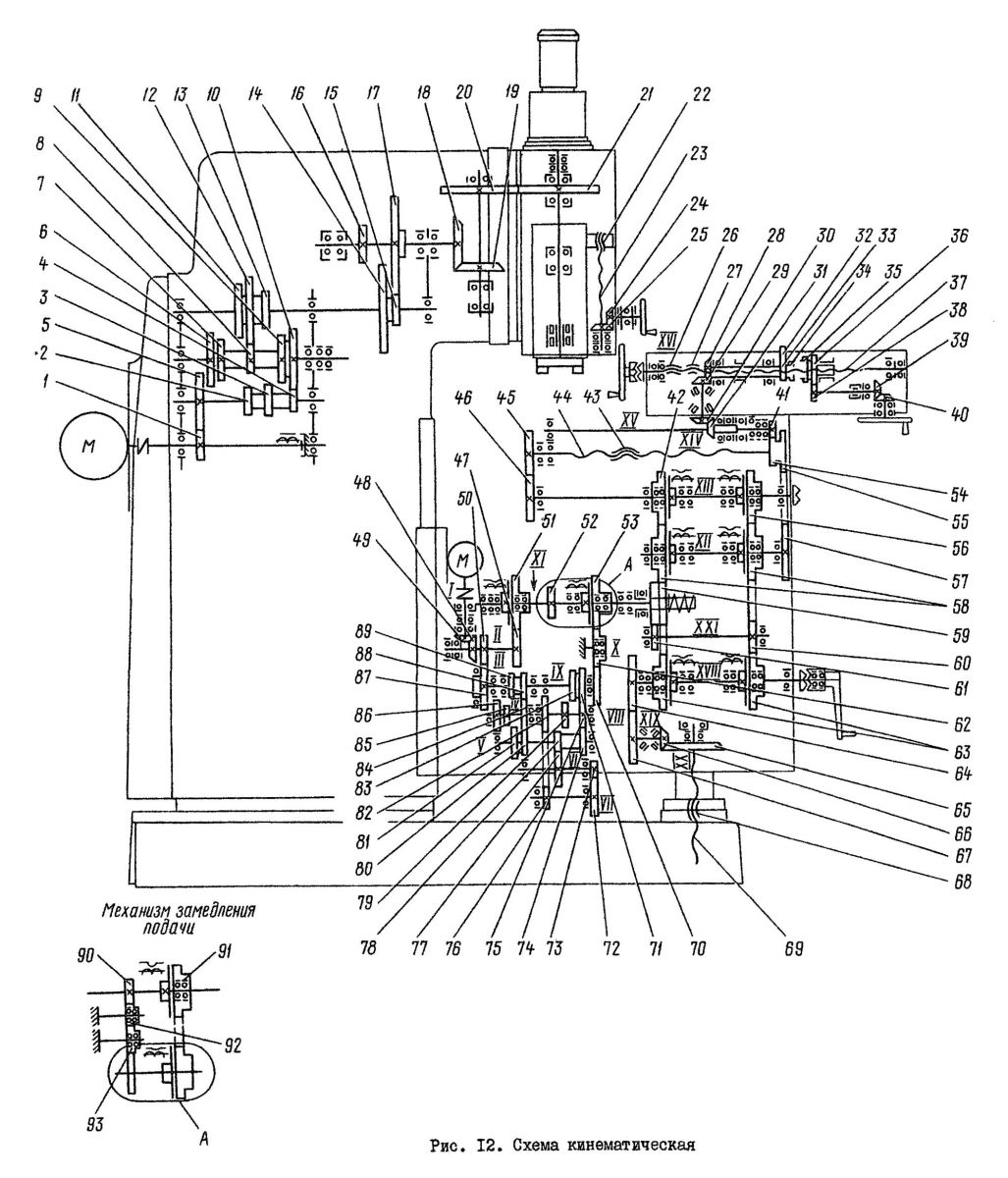
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Для станков моделей 6Т13Б (рис. 7) вертикальные подачи в 3 раза меньше продольных.
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
|
Наименование параметра |
6Р13 |
6Т13 |
|
Основные параметры станка |
||
|
Размеры поверхности стола, мм |
1600 х 400 |
1650 х 400 |
|
Наибольшая масса обрабатываемой детали, кг |
300 |
630 |
|
Наибольший продольный ход стола (X), мм |
1000 |
1000 |
|
Наибольший поперечный ход стола (Y), мм |
300 |
400 |
|
Наибольший вертикальный ход стола (Z), мм |
420 |
430 |
|
Расстояние от торца шпинделя до поверхности стола, мм |
30..500 |
70..500 |
|
Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм |
420 |
460 |
|
Шпиндель |
||
|
Мощность привода главного движения, кВт |
10 |
11 |
|
Частота вращения шпинделя, об/мин |
40..2000 |
31,5..1600 |
|
Количество скоростей шпинделя |
18 |
18 |
|
Перемещение пиноли шпинделя, мм |
80 |
80 |
|
Перемещение пиноли шпинделя на одно деление лимба, мм |
0,05 |
0,05 |
|
Угол поворота шпиндельной головки, град |
±45° |
±45° |
|
Конец шпинделя ГОСТ 836-62 |
№3 |
|
|
Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 |
50 |
|
|
Рабочий стол. Подачи |
||
|
Пределы продольных и поперечных подач стола (X, Y), мм/мин |
12,5..1600 |
12,5..1600 |
|
Пределы вертикальных подач стола (Z), мм/мин |
4,1..530 |
4,1..530 |
|
Количество подач стола (продольных, поперечных, вертикальных) |
22 |
22 |
|
Скорость быстрых перемещений (продольных, поперечных/ вертикальных) X, Y/ Z, м/мин |
4/ 1,330 |
4/ 1,330 |
|
Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм |
0,05 |
0,05 |
|
Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм |
6/ 2 |
6/ 2 |
|
Наибольшее допустимое усилие резания (продольное/ поперечное/ вертикальное), кН |
20/ 12/ 8 |
|
|
Механика станка |
||
|
Выключающие упоры подачи (продольной, поперечной, вертикальной) |
Есть |
Есть |
|
Блокировка ручной и механической подач (продольной, поперечной, вертикальной) |
Есть |
Есть |
|
Блокировка раздельного включения подач |
Есть |
Есть |
|
Торможение шпинделя |
Есть |
Есть |
|
Предохранительная муфта от перегрузок |
Есть |
Есть |
|
Автоматическая прерывистая подача |
Есть |
Есть |
|
Электрооборудование и приводы станка |
||
|
Количество электродвигателей на станке |
4 |
4 |
|
Электродвигатель главного движения, кВт |
10 |
11 |
|
Электродвигатель привода подач, кВт |
3 |
3 |
|
Электродвигатель зажима инструмента, кВт |
0,25 |
|
|
Электродвигатель насоса СОЖ, кВт |
0,125 |
0,12 |
|
Суммарная мощность всех электродвигателей, кВт |
14,37 |
|
|
Габариты и масса станка |
||
|
Габариты станка (длина ширина высота), мм |
2560 2260 2120 |
2570 2252 2430 |
|
Масса станка, кг |
4200 |
4300 |
Оплатить заказ можно несколькими способами:
-
Позвонить по любому указанному телефону
У Вас примут заказ и подберут оптимальный вариант для оплаты и доставки товара.
-
Отправить заявку на эл.адрес
Единый адрес для заказов info@stanok-park.ru
Для Юридических лиц: вместе с заказом просьба присылать реквизиты, по которым будет выставляться счет.
Для Физических лиц: ФИО, контактный телефон. Оплата возможна безналичным и наличным платежом.
- При покупке крупногабаритного груза, наш курьер подберет индивидуальную машину. Учтет все необходимые требования по погрузке, доставке, разгрузке. Оформит необходимые пропуска на режимные или не режимные объекты. Найдет оптимальный по цене транспорт.
- Габаритный груз (ориентировочно до 1 тонны) отправляем транспортными компаниями (Деловые линии, ПЭК, КИТ, Байкал Сервис, ЖелДорЭкспедиция, MagicTrans, Boxberry, DHL, DPD, IML, ГлавДоставка, СДЭК, Энергия, Возовоз и другие). Наш курьер отвозит груз до терминала транспортной компании бесплатно три раза в неделю. Доставку между терминалами оплачивает клиент, если не предусмотрено другое договором.
- Мелкогабаритный груз отправляем Почтой России при необходимости. Например, если клиент из поселка городского типа, где нет филиалов транспортных компаний. В таком случае, сумма за пересылку оплачивается до отправки.
- Активно работаем со странами СНГ (Азербайджан, Армения, Белоруссия, Казахстан, Киргизия, Молдавия, Таджикистан, Узбекистан) и другого ближнего зарубежья (Эстония, Литва, Латвия, Украина, Грузия, Туркменистан). Проработкой маршрута и видом транспорта логист занимается индивидуально.
- При доставке в страны дальнего зарубежья, опять же все индивидуально. Если это Европа, то как правило автотранспортом. Если другой континент, то автопоездом до крупного порта, далее Морем. Пример: поставка фрезерных станков во Вьетнам.
- Самовывоз: мы располагаем сетью производств и складских помещений, по этому уточняйте у менеджеров, с какого города будет происходить отгрузка. Основные точки самовывоза: Батайск, Ростов-на-Дону, Москва, Санкт-Петербург, Балашиха, Нижний Новгород, Ижевск.
- Если Вы заказываете европейское оборудование не из наличия, то прямиком с завода изготовителя мы отправим станки на ваше предприятие. Таможенную очистку возьмет на себя наш логист. Например, гибочное оборудование MG с завода в Италии.






