
 Станок горизонтальный консольно-фрезерный с поворотным столом")
Производители фрезерных станков 6т83(Г):
Сейчас горизонтально-фрезерные станки 6Т83(Г) выпускает наше предприятие. Станок 6Т83(Г) практически всегда есть в наличии на складе. Приглашаем наших клиентов посетить производство, проверить станок в работе, ознакомиться с документацией.

|
С 1931 года универсальные фрезерные станки выпускал Горьковский завод фрезерных станков, несколько лет назад завод прекратил свое существование. Серийный выпуск станков 6т82 и 6т83 начался в 1985 году и пришел на смену моделей серии М. В серии Т специалистами Горьковского завода удалось добиться увеличенной частоты вращения шпинделя, более быстрых подач стола и перемещений. Для удобства фрезеровщика был перемещен маховик ручного перемещения стола с передней части. В сравнении с аналогами, станки серии 6Т обладают лучшей жесткостью и соответственно точностью. Фрезерный станок 6Т83 отличается от 6Т83Г тем, что его стол может быть повернут вокруг вертикальной оси на угол до 45° в обе стороны, тогда как стол станка модели 6Т83Г — неповоротный. |
.jpg)
.jpg)
Станки консольно-фрезерные. Общие сведения
Горизонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей.

Универсальные консольно-фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол.
Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпендикулярно к оси шпинделя и в вертикальном направлении.
Широкоуниверсальные консольно-фрезерные станки в отличие от универсальных имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.
Бесконсольно-фрезерные станки имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях.
 Установочный чертеж
Установочный чертеж
Консольно-фрезерные станки горизонтальные и вертикальные - это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров:
№ 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
| 0 |
6Р10, 6Р80, 6Р80Г, 6Р80Ш |
200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Обозначение консольно-фрезерных станков
6 - фрезерный станок (номер группы по классификации ЭНИМС)
Т – серия (поколение) станка (Б, К, Н, М, Р, Т)
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 - горизонтально-фрезерный)
3 – исполнение станка - типоразмер (0, 1, 2, 3, 4) (3 - размер рабочего стола - 400 х 1600)
Буквы в конце обозначения модели:
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
К – станок с копировальным устройством для обработки криволинейной поверхности
Б – станок с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, подач стола и повышенная мощность двигателя главного движения).
П – повышенная точность станка - (н, п, в, а, с) по ГОСТ 8-ХХ
Ш – станок широкоуниверсальный
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов
6т83(г) - назначение и область применения.
Консольно-фрезерные станки моделей 6Т83 предназначены для фрезерования всевозможных деталей из стали, чугуна и цветных металлов цилиндрическими, дисковыми, фасонными, угловыми, торцовыми, концевыми и другими фрезами в условиях индивидуального и серийного производства. Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет успешно использовать станки для выполнения работ операционного характера в поточных и автоматических линиях в крупносерийном производстве.
На станке можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и т.д. На станке модели 6Т83 можно фрезеровать всевозможные спирали, для чего стол его поворачивается вокруг своей вертикальной оси.
.jpg)
Станки предназначены для выполнения различных фрезерных работ в условиях как индивидуального, так и крупносерийного производства. В условиях крупносерийного производства станки могут быть успешно использованы также для выполнения работ операционного характера.
Техническая характеристика и высокая жесткость станков позволяют полностью использовать возможности как быстрорежущего, так и твердосплавного инструмента.
Технологические возможности станка могут быть расширены с применением делительной головки, поворотного круглого стола, накладной универсальной головки и других приспособлений.
Станки автоматизированы и могут быть настроены на различные, автоматические циклы, что повышает производительность труда, исключает необходимость обслуживания станков рабочими высокой квалификации и облегчает возможность организации многостаночного обслуживания.

Особенностями конструкции станка являются:
- широкие диапазоны величин подач стола;
- быстросменное крепление инструмента;
- наличие механизма замедления подачи;
- замедление рабочей подачи в автоматическом цикле;
- возможность работы в автоматических циклах, включая обработку по рамке;
- автоматическая смазка узлов;
- применение бесконтактных быстродействующих электромагнитных муфт в приводе подач;
- повышенная точность станка за счет расположения винта поперечной подачи но оси фрезы;
- возможность перемещения стола одновременно по двум и трем координатам;
- возможность применения электродвигателя постоянного тока в приводе подач;
- возможная дальнейшая автоматизация станков за счет применения цифровой индикации и устройств оперативного управления.
Для сокращения вспомогательного времени и удобства управления в станках предусматриваются:
- дублированное управление кнопка-рукояточного типа (спереди и с левой стороны станка);
- пуск и останов шпинделя и включение быстрых ходов станка при помощи кнопок;
- управление движениями стола от рукояток, направление поворота которых совпадает с направлением движения стола;
- изменение скоростей и подач с помощью одно-рукояточных выборочных механизмов, позволяющих получать любую скорость или подачу поворотом лимба без прохождения промежуточных ступеней;
- торможение постоянным током.
Класс точности станка Н по ГОСТ 8—77.
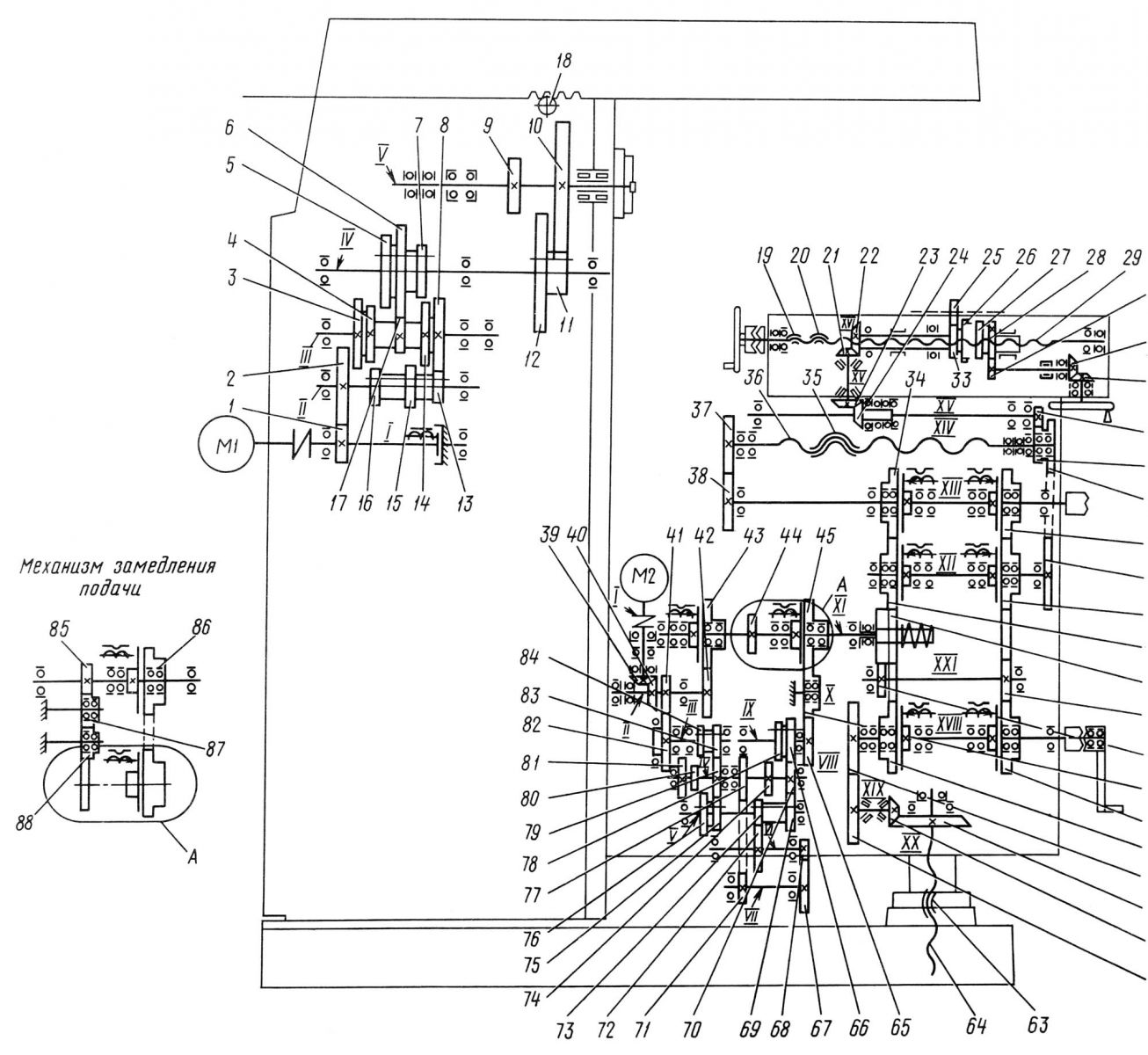
Кинематическая схема фрезерного станка 6Т83
|
Привод подач осуществляется от отдельного фланцевого электродвигателя, смонтированного в консоли. Рабочие подачи настраиваются с помощью переключаемых зубчатых колес коробки подач, состоящих из двух трех-венечных блоков и одного передвижного зубчатого колеса с кулачковой муфтой. На последнем валу коробки в кинематической цепи рабочих подач предусмотрена шариковая пружинная регулируемая муфта, предохраняющая механизм подач от перегрузок. |
С последнего вала коробки подач движение передается в консоль. Затем через ряд цилиндрических и конических зубчатых колес, смонтированных в консоли и салазках, путем включения соответствующей кулачковой муфты приводится во вращение один из трех ходовых винтов, и таким образом осуществляются продольная, поперечная или вертикальная подачи.
Переключаемые зубчатые колеса коробки подач позволяют при разных зацеплениях получить 18 различных подач.
Кинематическая цепь для ускоренных (установочных) перемещений стола, салазок и консоли выполняется путем передачи движения от двигателя через паразитные зубчатые колеса непосредственно на зубчатое колесо фрикциона быстрого хода, смонтированного на последнем валу коробки подач.
Указанный фрикцион сблокирован с муфтой рабочих подач, тем самым устраняются случаи их одновременного включения.
Технические характеристики станков моделей 6Т83(Г)
| Наименование параметра | 6Т83 | 6Т83Г |
| Класс точности по ГОСТ 8-82 | Н | Н |
| Рабочий стол | ||
| Максимальная нагрузка на стол (по центру), кг | 630 | 630 |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1600 х 400 | 1600 х 400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее перемещение стола продольное/ поперечное/ вертикальное механическое, мм | 1000/ 400/ 360 | 1000/ 400/ 360 |
| Расстояние от оси шпинделя до стола при ручном перемещении, мм | 30...390 | 30...390 |
| Расстояние от оси шпинделя до хобота, мм | 190 | 190 |
| Наибольший угол поворота стола, град | ±45 | нет |
| Цена одного деления шкалы поворота стола, град | 1 | нет |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба продольное/ поперечное/ вертикальное, мм | 6/ 6/ 2 | 6/ 6/ 2 |
| Шпиндель | ||
| Частота вращения шпинделя, об/мин | 31,5...1600 | 31,5...1600 |
| Количество скоростей шпинделя | 18 | 18 |
| Механика станка | ||
| Быстрый ход стола продольный/ поперечный/ вертикальный, м/мин | 4/ 4/ 1,33 | 4/ 4/ 1,33 |
| Число ступеней рабочих подач стола | 22 | 22 |
| Пределы рабочих подач. Продольных и поперечных, мм/мин | 12,5...1600 | 12,5...1600 |
| Пределы рабочих подач. Вертикальных, мм/мин | 4,1...530 | 4,1...530 |
| Наибольшее усилие резания при продольной/ поперечной/ вертикальной подаче, кН | 20/ 12/ 8 | 20/ 12/ 8 |
| Выключающие упоры подачи продольных | есть | есть |
| Выключающие упоры подачи поперечных, вертикальных | нет | нет |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть | есть |
| Блокировка раздельного включения подачи | есть | есть |
| Автоматическая прерывистая подача Продольная | есть | есть |
| Автоматическая прерывистая подача Поперечная и вертикальная | нет | нет |
| Торможение шпинделя | есть | есть |
| Предохранение от перегрузки (муфта) | есть | есть |
| Привод | ||
| Электродвигатель привода главного движения, кВт/ об/мин | 11/ 1460 | 11/ 1460 |
| Электродвигатель привода подач, кВт/ об/мин | 3/ 1435 | 3/ 1435 |
| Электродвигатель зажима инструмента, кВт/ об/мин | 0,25/ 2760 | 0,25/ 2760 |
| Электродвигатель насоса охлаждающей жидкости, кВт/ об/мин | 0,12/ 2800 | 0,12/ 2800 |
| Электронасос охлаждающей жидкости Тип | Х14-22М | Х14-22М |
| Производительность насоса СОЖ, л/мин | 22 | 22 |
| Суммарная мощность всех электродвигателей, кВт | 14,37 | 14,37 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 2579 2252 1770 | 2579 2252 1770 |
| Масса станка, кг | 3900 |
Оплатить заказ можно несколькими способами:
-
Позвонить по любому указанному телефону
У Вас примут заказ и подберут оптимальный вариант для оплаты и доставки товара.
-
Отправить заявку на эл.адрес
Единый адрес для заказов info@stanok-park.ru
Для Юридических лиц: вместе с заказом просьба присылать реквизиты, по которым будет выставляться счет.
Для Физических лиц: ФИО, контактный телефон. Оплата возможна безналичным и наличным платежом.
- При покупке крупногабаритного груза, наш курьер подберет индивидуальную машину. Учтет все необходимые требования по погрузке, доставке, разгрузке. Оформит необходимые пропуска на режимные или не режимные объекты. Найдет оптимальный по цене транспорт.
- Габаритный груз (ориентировочно до 1 тонны) отправляем транспортными компаниями (Деловые линии, ПЭК, КИТ, Байкал Сервис, ЖелДорЭкспедиция, MagicTrans, Boxberry, DHL, DPD, IML, ГлавДоставка, СДЭК, Энергия, Возовоз и другие). Наш курьер отвозит груз до терминала транспортной компании бесплатно три раза в неделю. Доставку между терминалами оплачивает клиент, если не предусмотрено другое договором.
- Мелкогабаритный груз отправляем Почтой России при необходимости. Например, если клиент из поселка городского типа, где нет филиалов транспортных компаний. В таком случае, сумма за пересылку оплачивается до отправки.
- Активно работаем со странами СНГ (Азербайджан, Армения, Белоруссия, Казахстан, Киргизия, Молдавия, Таджикистан, Узбекистан) и другого ближнего зарубежья (Эстония, Литва, Латвия, Украина, Грузия, Туркменистан). Проработкой маршрута и видом транспорта логист занимается индивидуально.
- При доставке в страны дальнего зарубежья, опять же все индивидуально. Если это Европа, то как правило автотранспортом. Если другой континент, то автопоездом до крупного порта, далее Морем. Пример: поставка фрезерных станков во Вьетнам.
- Самовывоз: мы располагаем сетью производств и складских помещений, по этому уточняйте у менеджеров, с какого города будет происходить отгрузка. Основные точки самовывоза: Батайск, Ростов-на-Дону, Москва, Санкт-Петербург, Балашиха, Нижний Новгород, Ижевск.
- Если Вы заказываете европейское оборудование не из наличия, то прямиком с завода изготовителя мы отправим станки на ваше предприятие. Таможенную очистку возьмет на себя наш логист. Например, гибочное оборудование MG с завода в Италии.


