

Среди огромной массы промышленного оборудования представленного на рынке металлообработки, токарно-винторезный станок ГС526У занимает отдельное, почетное место, поскольку является усовершенствованным потомком самого распространенного станка советского периода 16К20 и МК6056, производимыми заводом "Красный пролетарий" г. Москва.
- В СССР, в период рассвета завода "Красный Пролетарий", а именно с 1976 по 1991г. часть узлов к токарно-винторезному станку 16к20 выпускало Открытое Акционерное Общество "Гомельский Завод Станочный Узлов", так как находилось в составе Московского производственного объединения «Красный Пролетарий».
- После развала СССР и последующего банкротства завода "Красный пролетарий", ОАО "ГЗСУ" стал выпускать аналогичный станок под маркой ГС526У, который сейчас является максимально приближенным аналогом станка 16к20. Станок 16к20 в настоящее время не выпускается. Все станки с маркировкой "16к20" и "МК6056" сейчас представленные на рынке идут из Китая или просто восстановленные старые станки.
- Конструкция данного станка выверена до мелочей, массивная литая станина обеспечивает надежную устойчивость станка в отличии от европейских и уж тем более азиатских производителей экономящих на данной немаловажной детали. Станки гомельского завода ГС526У оснащены фартуками со встроенным приводом для ускоренного перемещения каретки с суппортом, что оказывает положительную динамику и расширяет функциональность станка.
- Немаловажный момент цена! Данный станок стоит не на много дороже своих китайских сородичей, НО как показала практика век "китайцев" недолог на Русской земле, поскольку, во первых работают на них наши специалисты не привыкшие церемонится, а во вторых глобальная гонка за удешевлением не могла не сказаться на качестве "их" оборудования. поэтому если Вам нужен надежный станок для крупносерийного производства, то лучше не найти, а для гаража и китайский станок подойдет.
Варианты исполнения ГС526У
«С» - при оснащении станка сверлильно-фрезерным приспособлением;
«В» - станок с наибольшим диаметром обработки над станиной 630 мм, над суппортом- 420 мм;
«Г» - станок с выемкой в станине;
«Д1» вместо «Д» - станок с расширенным диапазоном частот вращения шпинде-ля (16-2000 об/мин);
«Л» - станок с ценой деления лимба поперечного перемещения 0,02 мм;
«М» - станок с механизированным приводом суппортной группы;
«Ц1» («Fagor»), «Ц2» («СКБ ИС»), «Ц3» («SINO») и т.д. - станок с различными устройствами цифровой индикации и преобразователями линейных перемещений.

| 1 | Станина | 9 | Установка моторная |
| 2 | Бабка шпиндельная | 10 | Электрооборудование |
| 3 | Бабка задняя | 11 | Расположение электрооборудования |
| 4 | Суппорт | 12 | Ограждение патрона |
| 5 | Каретка | 13 | Управление фрикционом |
| 6 | Фартук | 14 | Охлаждение |
| 7 | Коробка подач | 15 | Ограждение суппорта |
| 8 | Коробка передач |
Устройство и работа токарного станка
Кинематическая схема (рис. 3) приведена для понимания связей и взаимодействия основных элементов станка.
От электродвигателя привода главного движения М1 вращение передается ремнями со шкива Ø155 (рис.3) на приводной шкив Ø228 бабки шпиндельной и далее по элементам кинематической цепи – шпинделю, осуществляя вращение изделия в патроне.
От шпинделя вращение передается через сменные зубчатые колеса K,L,M,N (рис.3) на коробку подач и далее на фартук и реечную передачу или на ходовой винт, осуществляя перемещение суппорта или каретки.
Станок оснащен приводом ускоренного перемещения суппорта и каретки суппорта, который осуществляется электродвигателем М2.
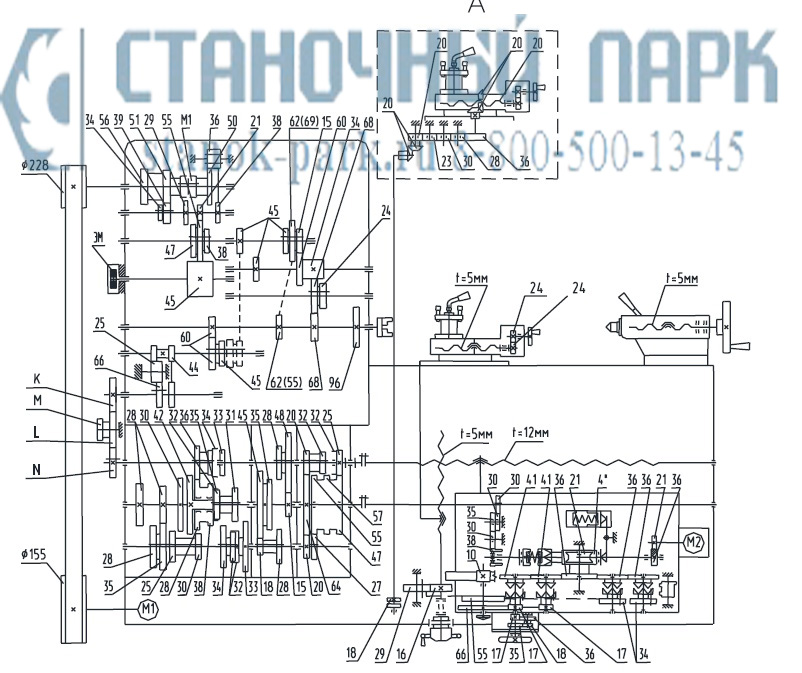
Рис.3 Кинематическа схема
На выносках проставлены числа оборотов Z зубчатых колес, в скобках числа оборотов для станка с индексом «Д1», шаги винтов, звездочкой обозначено число заходов червяка. Буквой А обозначена суппортная группа с механическим приводом.
Описание и работа составных частей станка ГС526У
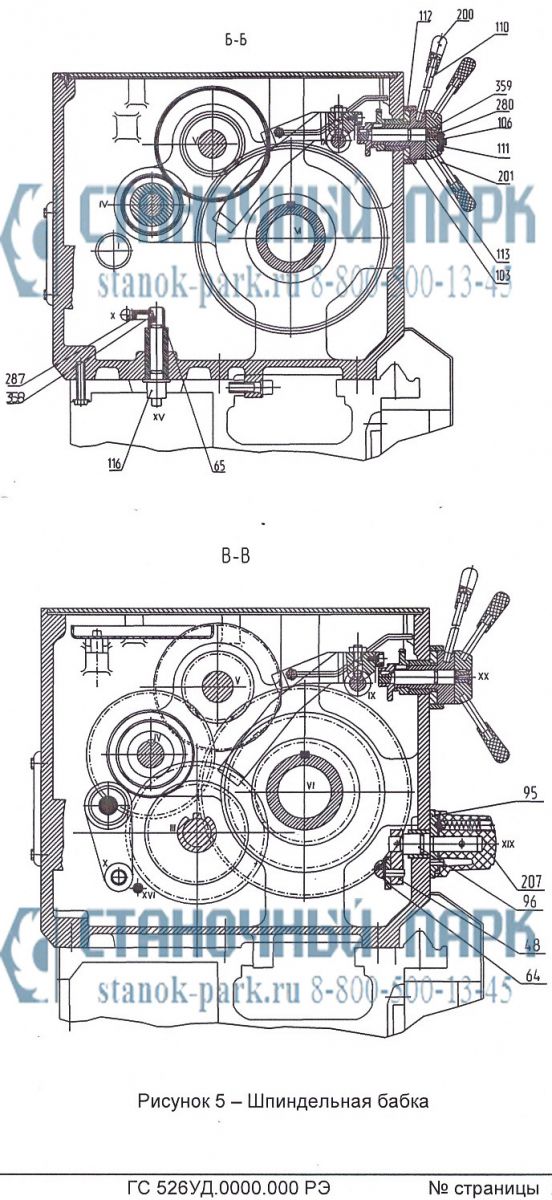
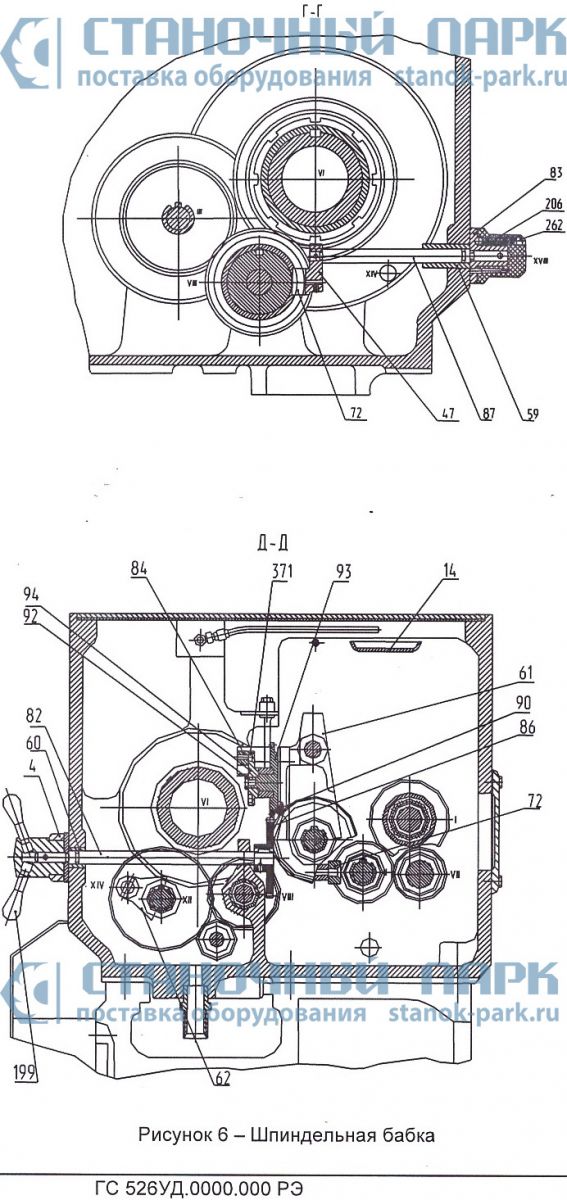
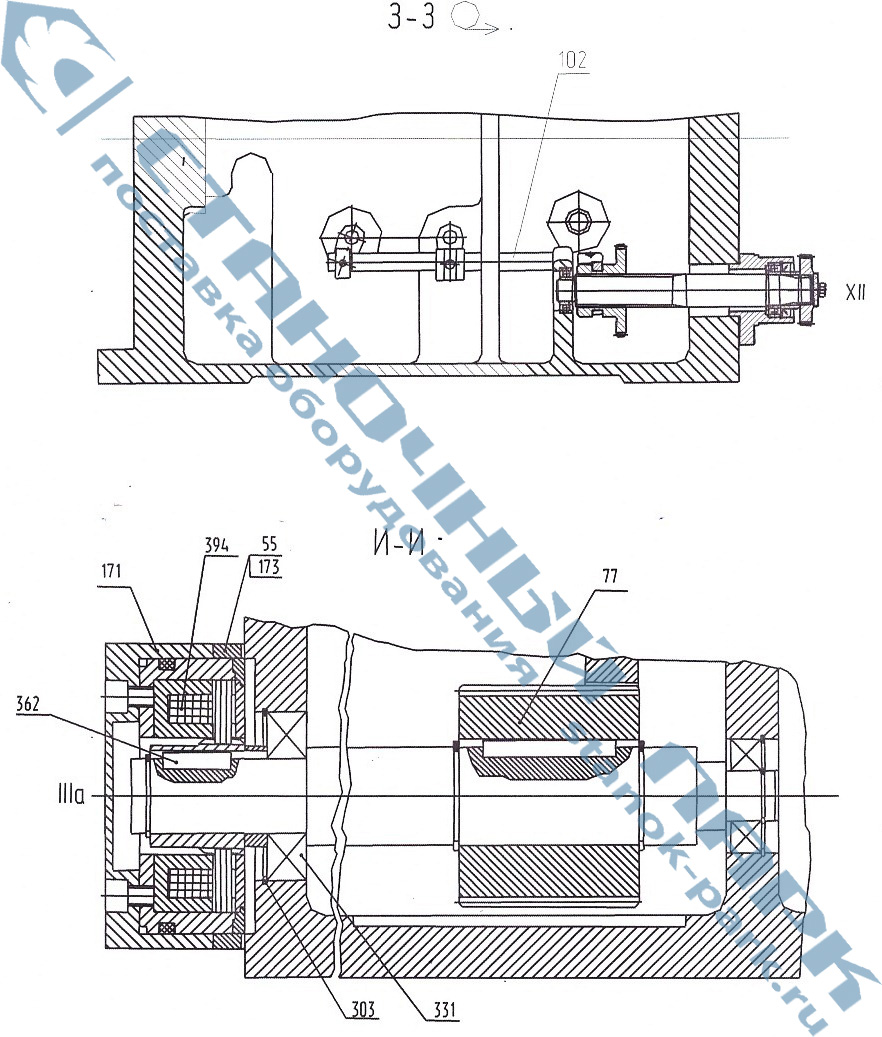
Шпиндельная бабка (рис. 4, 5, 6, 7, 8)
Шпиндельная бабка служит для обеспечения передачи заданной частоты вращения шпинделю 3 (рис. 4), на котором установлены устройства для закрепления обрабатываемых заготовок, а также передачи движения к механизмам цепи подач.
Шпиндельная бабка жестко сбазирована на станине при сборке станка. В случае необходимости регулировки шпиндельной бабки в горизонтальной плоскости необходимо снять облицовку коробки передач, ослабив винты, крепящие шпиндельную бабку, и специальным регулировочным винтом отрегулировать положение оси шпинделя по пробным проточкам до необходимой точности.
Механизмы шпиндельной бабки приводятся в движение от вала электродвигателя привода главного движения, вращающегося со скоростью 1450 об/мин., через клиноременную передачу.
Крутящий момент на шпинделе должен соответствовать данным, приведенным в таблице 2.7. При снижении крутящего момента нужно в первую очередь проверить натяжение ременной передачи главного привода. Реверс шпинделя осуществляется посредством рукоятки 13 (рис.2).
Включение и выключение прямого и обратного хода вращения шпинделя 3 про-изводятся посредством рукояток 23 и 32 (рис. 46), управляющих действием фрикционных дисковых полумуфт прямого и обратного хода, а также работой ленточного тормоза.
Для осуществления вращения шпинделя рукоятку 32 необходимо, прежде всего вывести из гнезда блокировки за счет ее перемещения на себя, а затее повернуть вправо (прямое вращение шпинделя) или влево (обратное вращение шпинделя). При пользовании рукояткой 23 необходимо прежде вывести ее из гнезда блокировки перемещением влево.
Выключение фрикциона производится перемещением рукоятки 23 или 32 в среднее положение. В этом положении рукоятки автоматически блокируются, что исключает самопроизвольное включение фрикциона под действием вибрации или случайных толчков.
Величины подач могут быть кратно (в 1, 2, 8 и 32 раза) изменены перемещением подвижного блока зубчатых колес 9 (рис. 4) – звена увеличения шага.
При ослаблении крепления шкива на валу 26 нужно подтянуть винт 254 (рис.4).
Шпиндель станка имеет фланцевое исполнение конца, что обеспечивает быструю смену устройства для закрепления обрабатываемой детали: трехкулачкового патрона или планшайбы и их надежное крепление.
Диски фрикционной муфты постепенно изнашиваются и муфта начинает пробуксовывать, то есть крутящий момент на шпинделе понижен или фрикционная муфта работает не полностью замкнутой. В этом случае необходимо произвести регулировку цепи управления фрикционной муфты в следующем порядке:
- снять крышку и маслораспределительный лоток;
- установить рукоятки 13 (рис. 2) в нейтральное положение;
- отвернуть гайки фрикциона;
- винт блокировки защитного ограждения патрона вывести из зацепления путем ослабления контргайки и отворачивания винта;
- установить рейку и сектор относительно друг друга по нулевым отметкам, нанесенным на них;
- установить муфту симметрично оси коромысла;
- проверить ход муфты при правом и левом включении рукоятки 13 (величина перемещения муфты должна быть в обе стороны не менее 16 мм);
- при включенном левом и правом положении рукоятки 13 завернуть гайки до полного сцепления дисков левого и правого фрикциона;
- при повороте гаек более чем на 1/16 оборота следует проверить легкость включения фрикциона. Если включение рукоятки 13 (рис. 2) производится с трудом, то муфта слишком затянута и следует несколько ослабить гайки;
- при включенном правом положении фрикциона закрыть кожух патрона и вращением винта опустить блокировочный штырь до соприкосновения с валом-рейкой 31 (рис.4)
- поставить маслораспределительный лоток и закрыть крышку
Торможение шпинделя осуществляется электромагнитной муфтой (рис.7).
При ослаблении фиксации рукояток 207 (рис.5) необходимо поджать вращением по часовой стрелке винт 262 (рис.6), который регулирует поджатие подпружиненного шарика.
.jpg)
|
|
|
|
| рисунок 4 | рисунок 5 | рисунок 6 | рисунок 7 |
Задняя бабка (рис. 9)
|
Задняя бабка служит для фиксации правого конца обрабатываемой заготовки с помощью центра, а также для закрепления режущего инструмента при осевом сверлении, зенкеровании и развертывании. Задняя бабка располагается на станине станка справа. При необходимости заднюю бабку можно вручную переместить по направляющим станины и закрепить в нужном положении рукояткой 60 (перемещением «от себя»). Перемещение пиноли 6 осуществляется вращением маховика 29 посредством винта 17 и гайки 27, а закрепление в нужном положении - рукояткой 57. Освобождение (выталкивание) установленного в конусное отверстие пиноли центра (инструмента) осуществляется концом винта 17. Для этого пиноль 6 маховиком 29 перемещают вправо до упора. Для предотвращения проворачивания инструмента в конусном отверстии пиноли имеется упор 13. |
.jpg) рисунок 8 |
.jpg) рисунок 9 |
Каретка и суппортная группаЭто исполнительный орган станка, предназначенный для осуществления точных координированных механических или ручных рабочих и вспомогательных перемещений режущего инструмента в продольном и поперечном направлениях относительно оси обрабатываемой детали (оси шпинделя) в одной горизонтальной плоскости с этой осью, а также для быстрой смены режущего инструмента и установки его под углом к оси шпинделя при точении конусов, осуществляемом вручную, перемещением верхней части суппорта. Узел имеет крестообразную конструкцию, позволяющую осуществлять плавные и точные перемещения его подвижных частей при большой их жесткости и виброустойчивости. Перемещение верхней части суппорта с резцедержателем может осуществляться только вручную вращением рукоятки 41 (рис. 10) |
Нижняя часть суппорта и каретка могут перемещаться соответственно в попе-речном и продольном направлениях как вручную, так и механически. Причем их перемещение может быть рабочим, т.е. осуществляться от привода подач, или быстрым, осуществляемом от привода быстрых перемещений.
Каретка и суппорт имеют ограничения хода в обе стороны, предусмотренные для избегания поломок станка. Так как при перемещении суппорта до упора срабатывает предохранительное устройство в кинематической цепи движения подачи фартука, останавливающее его перемещение.
|
Рукоятка винта поперечной подачи 80, 151 (рис. 11) снабжена специальным устройством, которое отключает ее при включении механического привода подачи и быстрого хода нижней части суппорта. Средняя часть суппорта 3 (рис. 10) при необходимости может быть повернута на угол +-90 градусов, контроль величины перемещения осуществляется по визиру, нанесенному на среднюю часть суппорта. Для удобства определения величины перемещения верхней части суппорта 1 (рис.10) при обработке деталей имеется масштабная линейка с ценой деления 5 мм. Отсчет производится по указателю, нанесенному на поворотной средней части суп-порта 3. |
По заказу на каретке может быть установлена линейка с ценой деления 10 мм на диаметр изделия, по которой осуществляется контроль величины перемещения нижней части суппорта при помощи закрепленного на ней визира.
Представленная на рис.14 схема расположения заглушек и прокладок в каретке служит для их правильной установке при ремонте станка.
|
Каретка и суппортная группа с механическим приводом (рис. 12, 13) (По заказу) Перемещение верхней части суппорта с резцедержателем может осуществляться через механическую подачу. Для включения механической подачи необходимо зажать винт 50 (рис. 12) вытянуть «на себя» кнопку 322 (рис. 13). Величина подачи верхней части суппорта с резцедержателем равна 1/4 величины продольной подачи. |
||
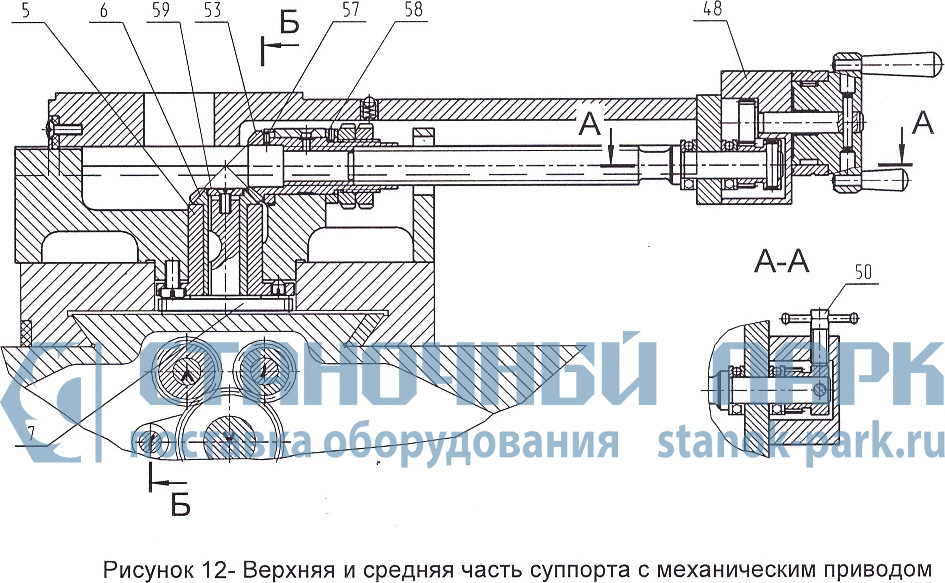 рисунок 12 |
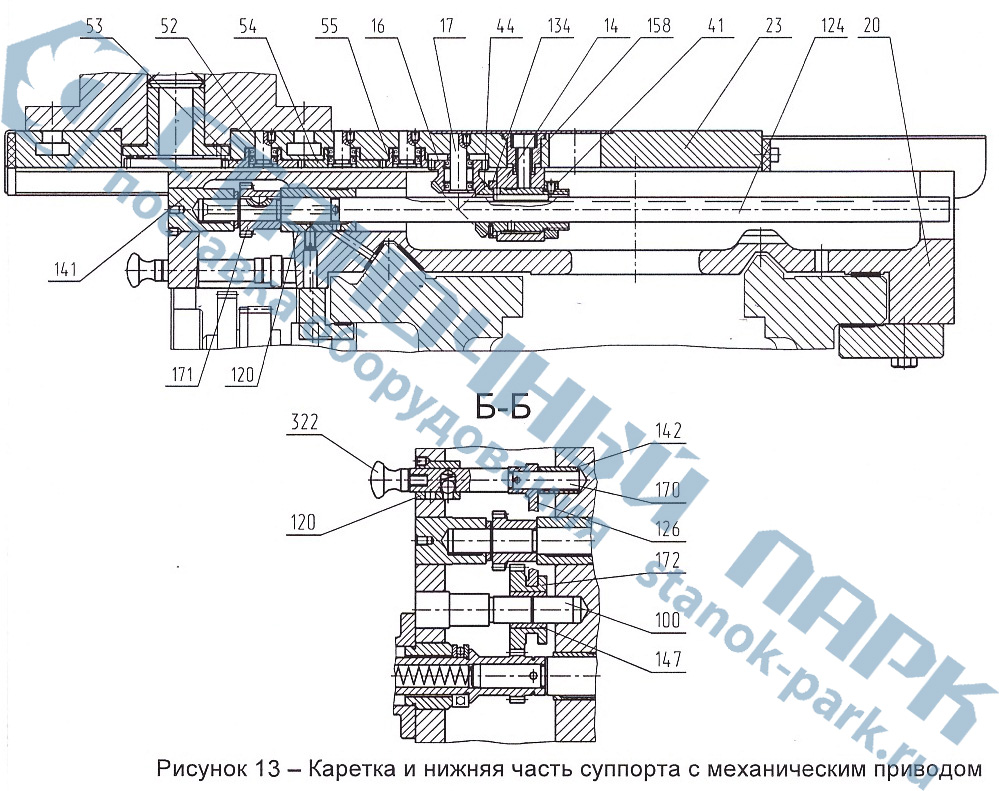 рисунок 13 |
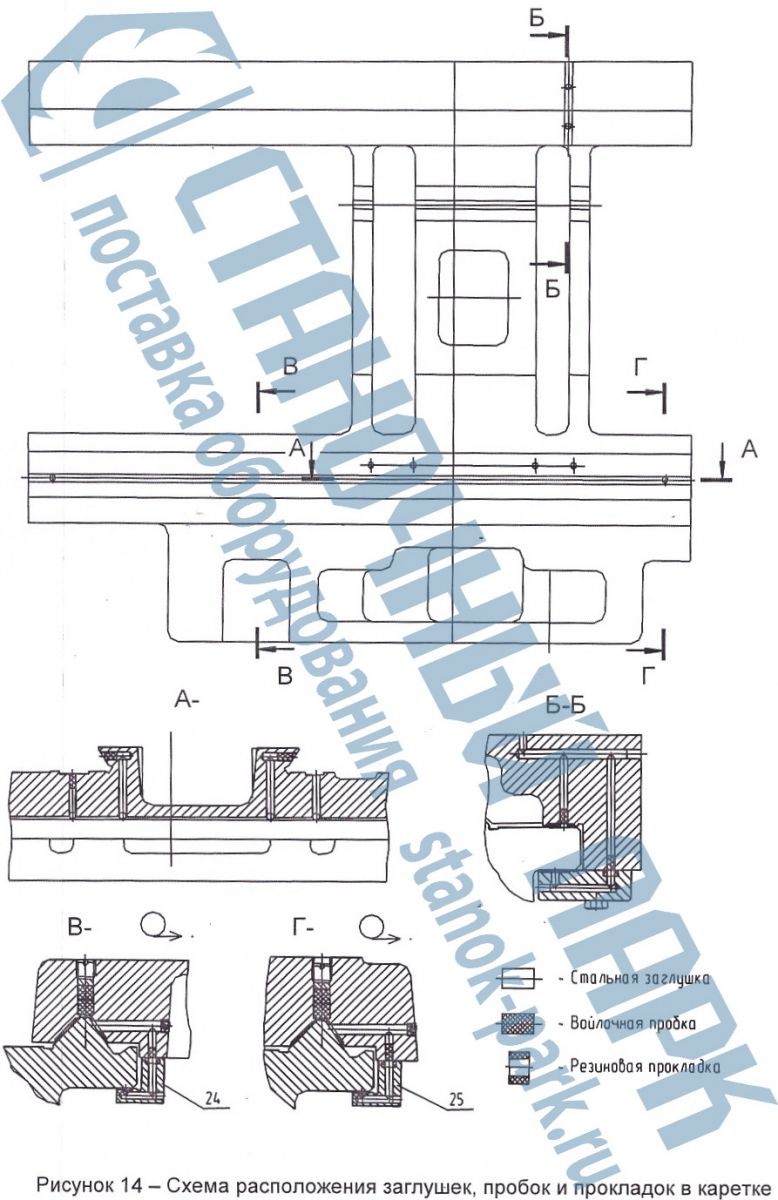 рисунок 14 |
Установка моторная (рис. 15).Моторная установка состоит из электродвигателя привода главного движения, моторной плиты 4 и оси 9.
Моторная плита крепится на левом торце левой тумбы основания винтами 20 и 5. Вращение от электродвигателя привода главного движения передается поликлиновым ремнем шпинделю станка.
При уменьшении крутящего момента на шпинделе в первую очередь следует проверить натяжение ремня главного движения. Если натяжение не достаточно, то, ослабив винты 5 и 20, плавным вращением гайки 25 против часовой стрелки опустить вниз подмоторную плиту 4 для обеспечения требуемого натяжения ремня. После этого винты 5 и 20 завернуть до отказа.
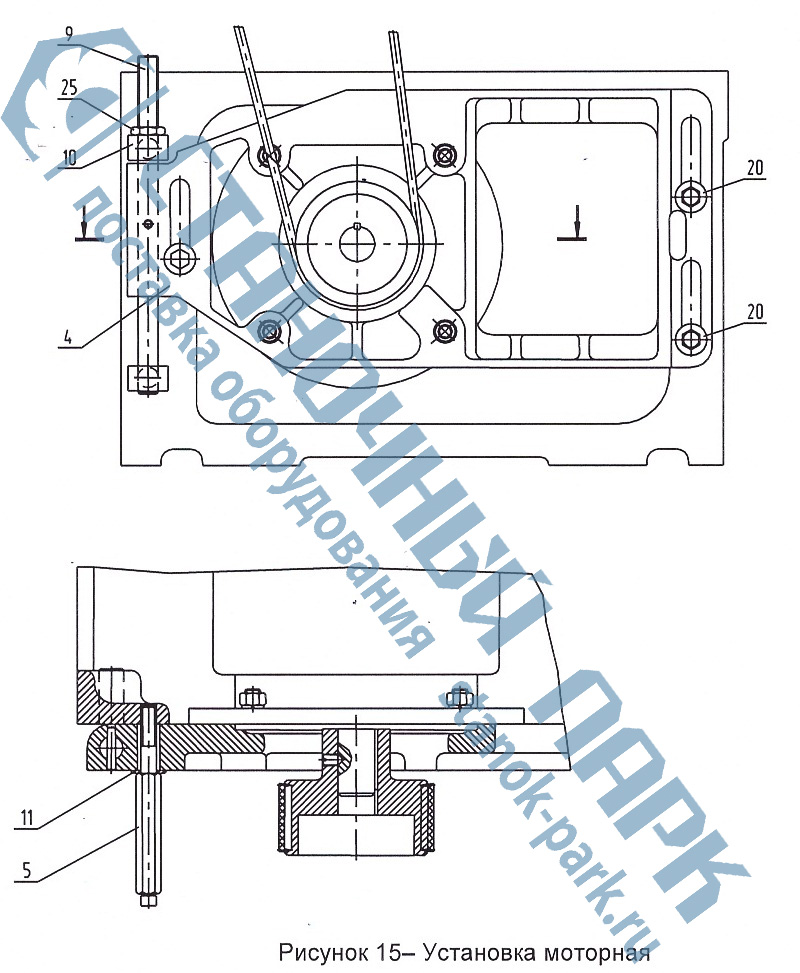
рисунок 15
Проверка натяжения ременной передачи привода главного движения производится натяжением ремня с усилием 90 Н, приложенным к середине ремня, при этом прогиб ремня должен составлять 12 мм.
Коробка передач
(сменные зубчатые колеса, рис. 16)
Коробка передач (сменные зубчатые колеса) служит для передачи кинематического движения от выходного вала шпиндельной бабки к приводному валу коробки подач с помощью установки комбинаций сменных зубчатых колес в соответствии с таблицей (рис. 47). Назначение графических символов таблицы приведено в таблице 2.7.
Коробка передач представляет собой гитару сменных зубчатых колес с промежуточной осью переменного положения, расположенную между выходным валом шпиндельной бабки и приводным валом коробки подач.
Изменение положения промежуточной оси 21 осуществляется поворотом приклона 12 на базовой шейке фланца коробки подач и перемещением самой оси в радиальном пазу приклона с последующей их фиксацией за счет затяжки резьбовых соединений деталями 21 и 11.
рисунок 16
Все сменные колеса имеют шлицевое отверстие и от продольного смещения фиксируются болтами 61 и осью 21 и быстросъемными шайбами 24, 83.
На торцах сменных зубчатых колес К, L, M, N нанесены число зубьев Z и модуль m. Нельзя забывать о регулярной смазке сменных зубчатых колес и втулки, которая смазывается через колпачковую масленку 32.
Коробка подач (рис. 17, 18, 19)
Коробка подач предназначена для получения ряда точных передаточных отношений кинематической цепи подач.
С помощью коробки подач осуществляются необходимые для эффективной и производительной работы относительные перемещения режущего инструмента и заготовки, обеспечивающие получение деталей нужной конфигурации с требуемыми точностью и чистотой обработанной поверхности.
Входной вал коробки подач станка связан с коробкой передач, через которую осуществляется связь механизма коробки подач со шпинделем для получения подач.
Коробка подач позволяет нарезать метрические и дюймовые резьбы, а также резьбы 11 и 19 ниток на дюйм без смены шестерен гитары. Для нарезания модульных и питчевых резьб применяются сменные шестерни.
Зубчатые механизмы коробки подач (рис. 17) составляют наборную, множительную, и разделительную группы.
Наборная группа включает передачи основного ряда 150 – 134/01, 122 – 126/01, 172 – 126/02, 123 – 127/01, 124 – 127/02 и звено обратимости 134/02 – 128, 173 – 133, имеющие две зубчатые муфты. При включенных зубчатых муфтах вращение от вала I передается через передачу 150 – 134/01, через зубчатую муфту на шестерню 173 и далее валу III через одну из передач 122 – 126/01, 172 – 126/02, 123 – 127/01 и 124 – 127/02. Далее от вала III через вторую зубчатую муфту 128 – 133 звена обратимости - валу VI и множительной группе. В этом случае механизмы коробки подач настраиваются на подачу при точении или на нарезание модульных и метрических резьб.
Нарезание питчевых и дюймовых резьб производится при выключенных зубча-тых муфтах звена обратимости и соответствующем зацеплении подвижных шестерен-полумуфт 173, 128 с зубчатыми колесами 133, 134/02. При этом вращение передается по цепи: от вала I через передачу 150 – 134/01, 134/02 – 128 валу III и от него через одну из передач основного ряда (126/01 – 122, 126/02 – 172, 127/01 – 123, 127/02 – 124) валу II, далее через передачу 173 – 133 – валу VI, и множительной группе.
Множительная группа представляет собой множительный механизм с двумя подвижными блоками шестерен 132/01– 02 и 129/01 – 02 и служит для расширения ряда передаточных отношений от вала VI к валу IV, полученных в наборной группе за счет осуществления одного из зацеплений: 132/01 – 130/01 и 119 – 129/02 (1/8) или 132/02 – 130/02 и 119 – 129/02 (1/4), или 132/01 – 130/01 и 130/02 – 129/01 (1/2), или 132/02 – 130/02 и 130/02 – 129/01 (1/1).
Разделительная группа служит для передачи вращения от вала IV ходовому винту через муфту 180 при нарезании резьб. В этом случае шестерня-полумуфта на-ходится в зацеплении 42/02 – 1/02, либо ходовому валу через муфту 57 при точении (в этом случае шестерня-полумуфта 42/02 находится в зацеплении с зубчатым коле-сом 43).
Во втором случае вращение вала IV передается через передачи 42/01 – 43 – валу VII и ходовому валу через муфту 57.
Управление коробкой подач осуществляется с помощью четырех рукояток 103, 104, 105 и 106 (рис. 18).
Рукоятка 103, фиксируемая в четырех положениях, с обозначениями I, II, III, IV служит для настройки наборной группы.
Рукоятка 104, фиксируемая в четырех положениях, с символьными обозначениями “Подача в мм/об”, “Резьба метрическая с шагом на мм” и “Резьба модульная с числом ниток на модуль”, “Резьба дюймовая с числом ниток на 1”“ и “Резьба питчевая с числом ниток на питч”, “Включение винта напрямую” предназначена для выбора рода работ.
Рукоятка 105 с обозначениями A, B, C и D служит для настройки множительной группы.
Для нарезания резьб повышенной точности, при котором ходовой винт включается напрямую, минуя механизм коробки подач, предусмотрено положение рукоятки 104 (рис.18, 19). В этом случае включается зубчатая муфта 150 – 38 и 42/02 – 1/02 (рис. 17 разрез А-А). Для того чтобы механизм не вращался вхолостую, рукоятку 105 устанавливают в нейтральное положение, отмеченное стрелкой (для исключения холостого вращения механизма коробки подач). В этом случае выбор величин шага производится настройкой гитары сменных зубчатых колес коробки передач.
Для нарезания резьб напрямую необходимо рукоятку включения и выключения гайки ходового винта 25 (рис. 46, табл.2.5) из верхнего положения повернуть вниз, произведя ее включение.
Наименьшему значению подачи или шага резьбы соответствует положение рукояток 103 и 105 – I и А соответственно.
Величина подачи или шаг резьбы увеличиваются при переключении рукояток 103 и 105 по часовой стрелке.
Рукоятка 106 (рис. 18), имеющая три фиксированных положения, выводится из нейтрального положения только в случае нарезания резьб 11 и 19 ниток на 1”. В этом случае при помощи рычага 5 (рис. 18) осуществляется переключение блока зубчатых колес 2/01, 2/02 и зубчатого колеса 44 (рис. 17). Вращение от зубчатого колеса 43 передается валу-шестерне 41 (вал VIII) и далее от блока шестерни 44 зубчатому колесу 2/01 или 2/02 и через зубчатое колесо 2/03 – ходовому винту через муфту 180 вала-шестерни 1.
Нарезание дюймовых резьб на 11 и 19 ниток на 1” производится в положении рукояток 103, 104, 105 в положениях: II, С, “подача” или: III, В, “подача” (рис. 18), а рукоятка 106 в положении 11 и 19 соответственно.
Таблички, применяемые на облицовке коробки подач, приведены на рисунке 20.
Назначение графических символов, используемых на табличках облицовки коробки подач, приведено в таблице 2.6
При ослаблении фиксации рукояток 103, 104, 105 и 106 (рис. 19) необходимо поджать вращением по часовой стрелке винт 211 (рис. 19), который регулирует поджатие подпружиненного шарика.
| Наибольший диаметр обрабатываемой заготовки, мм | |
| над станиной | 500 |
| над суппортом | 275 |
| Наибольшая длина обрабатываемой заготовки, мм | 1000, 1500, 2000 |
| Центр в шпинделе с конусом по ГОСТ 13214-79 | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 6K |
| Диаметр цилиндрического отверстия в шпинделе, мм | 57 |
| Наибольшая высота резца устанавливаемого на станке, мм | 25 |
| Количество скоростей шпинделя | |
| прямого вращения | 22 |
| обратного вращения | 22 |
| Пределы частоты вращения шпинделя, мин-1 | 16..2000 |
| Пределы рабочих подач суппорта, мм/об: | |
| продольных | 0,05..2,8 |
| поперечных | 0,025..1,4 |
| Пределы шагов нарезаемых резьб: | |
| метрических, мм | 0,5..112 |
| дюймовых, число ниток на 1" | 56..0,5 |
| модульных, модуль | 0,5..112 |
| питчевых, питч | 56..0,5 |
| Наибольший крутящий момент на шпинделе, кНм | 1 |
| Мощность привода главного движения, кВт | 7,5 (11) |
| Габаритные размеры станка, мм | |
| длина: | 2800 |
| ширина: | 1265 |
| высота: | 1485 |
| Масса станка c РМЦ 1000, кг, не более | 3100 |
| Габаритные размер упаковки c РМЦ 1000, мм | |
| длины | 3000 |
| ширина | 1465 |
| высота | 1950 |
| Класс точности по ГОСТ 8-82 | П |
Примечания.
1) Для станков с индексом В.
2) Для станков с индексом Г.
3) Для станков с расстоянием между центрами (РМЦ) 1000 мм – при переходе задней бабки на 70 мм за торец станины.
4) Для станков с РМЦ 1500 мм – при переходе задней бабки на 70 мм за торец станины.
5) Для станков с РМЦ 2000 мм – при переходе задней бабки на 70 мм за торец станины.
6) Для станков с РМЦ 3000 мм – при переходе задней бабки на 70 мм за торец станины.
7) По заказу.
Оплатить заказ можно несколькими способами:
-
Позвонить по любому указанному телефону
У Вас примут заказ и подберут оптимальный вариант для оплаты и доставки товара.
-
Отправить заявку на эл.адрес
Единый адрес для заказов info@stanok-park.ru
Для Юридических лиц: вместе с заказом просьба присылать реквизиты, по которым будет выставляться счет.
Для Физических лиц: ФИО, контактный телефон. Оплата возможна безналичным и наличным платежом.
- При покупке крупногабаритного груза, наш курьер подберет индивидуальную машину. Учтет все необходимые требования по погрузке, доставке, разгрузке. Оформит необходимые пропуска на режимные или не режимные объекты. Найдет оптимальный по цене транспорт.
- Габаритный груз (ориентировочно до 1 тонны) отправляем транспортными компаниями (Деловые линии, ПЭК, КИТ, Байкал Сервис, ЖелДорЭкспедиция, MagicTrans, Boxberry, DHL, DPD, IML, ГлавДоставка, СДЭК, Энергия, Возовоз и другие). Наш курьер отвозит груз до терминала транспортной компании бесплатно три раза в неделю. Доставку между терминалами оплачивает клиент, если не предусмотрено другое договором.
- Мелкогабаритный груз отправляем Почтой России при необходимости. Например, если клиент из поселка городского типа, где нет филиалов транспортных компаний. В таком случае, сумма за пересылку оплачивается до отправки.
- Активно работаем со странами СНГ (Азербайджан, Армения, Белоруссия, Казахстан, Киргизия, Молдавия, Таджикистан, Узбекистан) и другого ближнего зарубежья (Эстония, Литва, Латвия, Украина, Грузия, Туркменистан). Проработкой маршрута и видом транспорта логист занимается индивидуально.
- При доставке в страны дальнего зарубежья, опять же все индивидуально. Если это Европа, то как правило автотранспортом. Если другой континент, то автопоездом до крупного порта, далее Морем. Пример: поставка фрезерных станков во Вьетнам.
- Самовывоз: мы располагаем сетью производств и складских помещений, по этому уточняйте у менеджеров, с какого города будет происходить отгрузка. Основные точки самовывоза: Батайск, Ростов-на-Дону, Москва, Санкт-Петербург, Балашиха, Нижний Новгород, Ижевск.
- Если Вы заказываете европейское оборудование не из наличия, то прямиком с завода изготовителя мы отправим станки на ваше предприятие. Таможенную очистку возьмет на себя наш логист. Например, гибочное оборудование MG с завода в Италии.
