
")
")
")
")
")
")
Станок новый, в наличии, гарантия 12 месяцев, пусконаладочные работы, доставка.
Приглашаем посетить производство фрезерных станков.


Широкоуниверсальный фрезерный станок 6Т83Ш (он же 6Р83Ш производился до 1985г) Получил широкое применение в тяжелой промышленности из-за своих расширенных возможностей. Благодаря накладной шпиндельной головке, которая способна поворачиваться и устанавливаться на хобот, на данном станке можно обрабатывать детали в различных плоскостях и под разным углом к поверхности стола. Перечень применяемых фрез безграничен, благодаря чему на станке 6Т83Ш можно обрабатывать большой диапазон деталей. Тяжелая литая станина обеспечивает надежную виброустойчивость и высокую точность в ходе обработки детали. За долгие годы производства фрезерного станка 6Т83Ш было достигнуто оптимальное сочетание стоимости и качества исполнения, полностью оптимизированного под особенности российской промышленности. Данный широкоуниверсальный станок отлично подходит для крупносерийного, масштабного производства. Возможно несколько вариантов исполнения данного станка с ЧПУ, УЦИ и стандарный универсальный.
Скачать бесплатно паспорт на фрезерный широкоуниверсальный станок 6Т82Ш-6Т83Ш.pdf
| Размеры рабочей поверхности стола, мм | 1600х400 |
| Наибольшее перемещение стола, мм | |
| - продольное | 1000 (1120*) |
| - поперечное | 400 |
| - вертикальное | 420 |
| Поворот стола в обе стороны, град | 45 |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности стола, мм | 30-450 (280-700*) |
| Пределы частот вращения шпинделя, мин -1 | 31,5-1600 (50-2500*) |
| Диапазон подач стола, мм/мин: | |
| - продольных | 12,5-1600 |
| - продольных (бесступенчато регулируемый) | 5-3150* |
| - поперечных | 12,5-1600 |
| - поперечных (бесступенчато регулируемый) | 5-3150* |
| - вертикальных | 4,1-530 |
| - вертикальных (бесступенчато регулируемый) | + |
| Ускоренное перемещение стола, мм/мин: | |
| - продольное | 4000 |
| - поперечное | 4000 |
| - вертикальное | 1330 |
| Мощность электродвигателей приводов, КВт | |
| - основного шпинделя | 11 |
| - подач стола | 3 |
| - поворотной головки | 3 |
| Конус шпинделя по ГОСТ 30064-93 | |
| - основного | ISO 50 |
| - поворотной головки | ISO 40 |
| Максимальная масса обрабатываемой детали с приспособлением, кг | 650 |
| Максимальное тяговое усилие приводов стола, Н: | |
| - продольное и поперечное | 40000 |
| Габаритные размеры, мм: | |
| - длина | 2570 |
| - ширина | 2252 |
| - высота | 2040 |
| Масса станка с электрооборудованием, кг | 4400 |

Посадочные и присоеденительные размеры

Перечень составных частей станка
| Обозначение | Наименование | Позиция на рис. |
| 6Т83Г.10.000-07 | Станина | 1 |
| 6Р83.5 | Коробка переключения | 2 |
| 6Т82Г-1.85А | Пульт боковой | 3 |
| 6Т83Ш.30 | Коробка скоростей | 4 |
| 6Р13К.93.100-03 | Устройства электромеханического зажима инструмента | 5 |
| 6Т83Ш-1.150 | Хобот | 6 |
| 6Т82Ш-1.310 | Поворотная головка | 7 |
| 6Т82Ш-1.320 | Накладная головка | 8 |
| 6Т83Г-1.70.000-07 | Стол и салазки | 9 |
| 6Т82Г-29.821 | Пульт основной | 10 |
| 6Т83Ш-29.600 | Консоль | 11 |
| 6Т82Г-1.40 | Коробка подач | 12 |
| 6Т83Ш-29.811 | Станция управления | 13 |

Перечень органов управления
| Позиция на рис. | Органы управления и их назначение |
| 1 | Указатель скоростей шпинделя |
| 2 | Кнопка "Пуск шпинделя" (дублируящая) |
| 3 | Переключатель "Зажим - отжим инструмента" |
| 4 | Кнопка "перемещение стола вправо - вперед - вниз" |
| 5 | Переключатель выбора направления перемещения стола |
| 6 | Кнопка "Перемещение стола влево - назад- вверх" |
| 7 | Кнопка "Стоп перемещения стола" |
| 8 | Кнопка "Толчок шпинделя" |
| 9 | Кнопка "Стоп шпинделя (дублирующая)" |
| 10 | Кнопка "Стоп" аварийная |
| 11 | Кнопка "Быстрое перемещение стола" дублирующая |
| 12 | Рукоятка переключения скоростей шпинделя |
| 13 | Кнопка "Толчок шпинделя" поворотной головки |
| 14 | Рукоятки переключения скоростей шпинделя поворотной головки |
| 15 | Ручное перемещение хобота |
| 16 | Зажимы серьги |
| 17 | Зажим поворотной головки |
| 18 | Махович выдвижения гильзы шпинделя |
| 19 | Рукоятка зажима гильзы шпинделя |
| 20 | Зажимы салазок |
| 21 | Кнопка "Перемещение стола влево" |
| 22 | Кнопка "Перемещение стола вправо" |
| 24 | Зажимы стола |
| 25 | Переключатель включения режима работы стола "Ручной - Механический" |
| 26 | Маховик ручного продольного перемещения стола |
| 27 | Кольцо - нониус |
| 28 | Лимб механизма поперечных перемещений стола |
| 29 | Ручное поперечное перемещение стола |
| 30 | Ручное вертикальное перемещение стола |
| 31 | Грибок переключения подач |
| 32 | Кнопка "Перемещения стола вперед" |
| 34 | Кнопка "Перемещение стола назад" |
| 35 | Кнопка "Стоп" аварийная |
| 36 | Кнопка "Пуск шпинделя" |
| 37 | Переключатель выбора режимов работы станка |
| 39 | Кнопка "Стоп шпинделя" |
| 40 | Кнопка "Быстрое перемещение стола", "Пуск цикла" |
| 41 | Кнопка "Перемещение стола вниз" |
| 42 | Кнопка "Перемещение стола вверх" |
| 44 | Маховик ручного продольного перемещения стола (дублирующий) |
| 45 | Зажим хобота на станине |
| 46 | Вводной выключатель |
| 47 | Переключатель направления вращения шпинделя "Влево - вправо" |
| 48 | Переключатель насоса охлаждения "Включено - выключено" |
| 49 | Переключатель направления вращения шпинделя накладной головки "Влево - вправо" |
| 50 | Переключатели выбора автоматических циклов |
| 51 | Переключатель выбора пульта управления |
| 52 | Зажим консоли |
| 53 | Рукоятка ручного вертикального и поперечного перемещения стола (съемная) |
| 54 | Зажим накладной головки |
| 55 | Штифт нулевой фиксации |
| 56 | Кнопка питания нулевого расцепителя вводного выключателя |

Схема кинематическая 6Т83Ш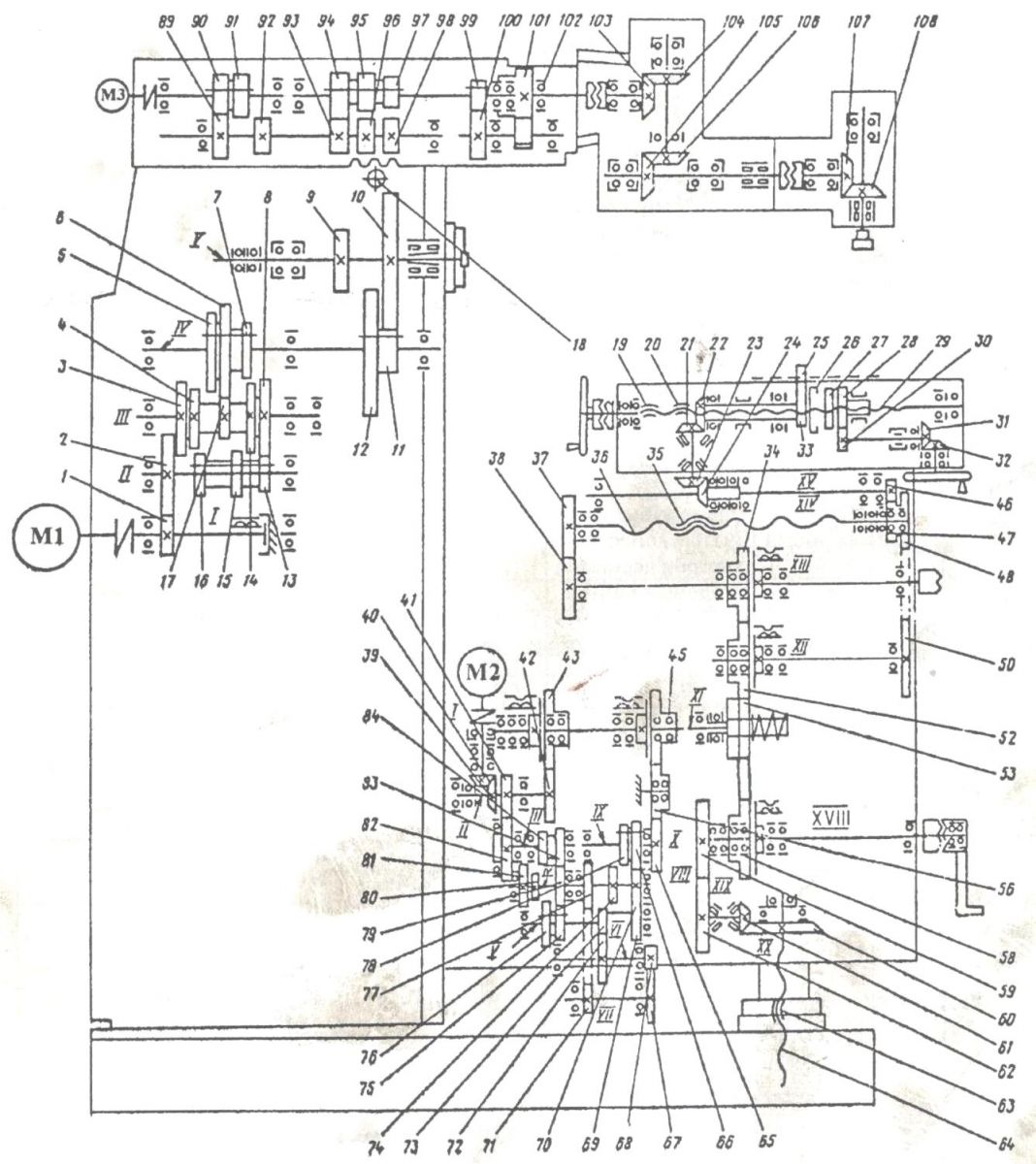
Привод горизонтального шпинделя и шпинделя накладной головки осуществляется от отдельных фланцевых электродвигателей через упругие соединительные муфты.
Частота вращения шпинделей изменяется путем передвижения зубчатых блоков по шлицевым валам.
Горизонтальный шриндель имеет 18, а шпиндель накладной головки - 11 различных скоростей.
Перечень деталей к кинематической схеме приведен в таблице.
Привод подач, включающий цепь ускоренного хода, цепь рабочих подач осуществляется от фланцевого электродвигателя, размещенного на правой стороне консоли. Посредством четырех двухвенцовых зубчатых блоков и одновенцевого подвижного зубчатого колеса включения перебора, коробка подач обеспечивает получение 22 различных подач, которые передаются на выходной вал привода, снабженный муфтой включения ускоренного хода, муфтой включения рабочих подач и предохранительной шариковой муфтой. С зубчатого венца предохранительной муфты 53 движение поступает на коробку раздачи движение по ходовым винтам, где для каждой координаты перемещений стола установлено по одной управляющей электромагнитной муфте.Движение стола в заданном направлении обеспечивается включением соответствуеющнй муфты в раздаточной коробке.
Ускоренные перемещения получаются включением муфты ускоренного хода 43 и электродвигателя подач, движение с которого через конические зубчатые колеса 39 и 40 передается на вал II а затем через колесо 42 сообщается зубчатому венцу муфты 43, свободно обкатывающемуся на валу XI и взаимодействующему с электромагнитной муфтой включения ускоренного хода.
Рабочие перемещения обеспечиваются включением муфты подач 45 при работающем двигателе и разомкнутой муфте ускоренного хода. Скорость вращения выходного вала XI при включенной подаче определяется положением передвижных зубчатых блоков в коробке подач.
При включении механического перемещения стола станка начало движения происходит с выдержкой времени до 2 с.
Установочные ручные перемещения стола производятся маховиками 26 и 44. Перемещения салазок и консоли - съемной рукояткой 53, гильзы поворотного хода - маховиком 18.
Перечень зубчатых колес, червяков и ходовых винтов 6Т83Ш

Примечание: для станков с электрооборудованием на 60Гц число зубьев зубчатого колеса 1 равно 24 и далее соответственно: 2-56, 39-18, 40-25, 93-30, 94-62, 95-70, 96-38, 97-53, 98-47.
* - зубчатые полумуфты.
Краткое описание ссборочных единиц станка 6Т83Ш
Станина.
Станина - основная сборочная единица, на которой монтируются составные части и механизмы станка. Жесткость конструкции станины достигается за счет развитого основания и большого числа ребер. По вертикальным направляющим станины перемещается консоль, по горизонтальным - хобот. Для ограничения хода консоли с левой стороны станины крепится планка с кулачками. С правой стороны на станине установлена станция управления. Сзади к станине прифланцованы электродвигатели главного движения и механизма крепления инструмента. Внутри корпуса станины имеется резервуар для масла. Станина устанавливается на основание, которое служит и опорой винта подъема консоли. Сзади на основание установлен насос подачи охлаждающей жидкости.
Хобот.
Хобот представляет собой самостоятельную сборочную единицу. В нем монтируется коробка скоростей (рис.16) привода шпинделей поворотной головки. Изменение скоростей шпинделя осуществляется передвижением зубчатых блоков по шлицевым валам рукоятками 14 в соответствии с установленными на них табличками. Перемещение хобота в направляющих станины осуществляется вращением рукоятки 15. Перед перемещением хобота необходимо отвернуть винт 45 на 4-5 оборотов для получения легкого хода. При необходимости использования станка как обычного горизонтального на направляющих хобота могут быть установлены серьги (рис 15). Расточка отверстия серьги под подшипник выполнена индивидуально для каждого станка, поэтому ПЕРЕСТАНОВКА СЕРЕГ С ОДНОГО СТАНКА НА ДРУГОЙ ЗАПРЕЩАЕТСЯ!!!
Как правило, на станке 6Т82Ш применяется одна из серег I или II на станке 6Т83Ш - серьга II, при тяжелых режимах обработки на станке 6Т83Ш могут использоваться две серьги II.

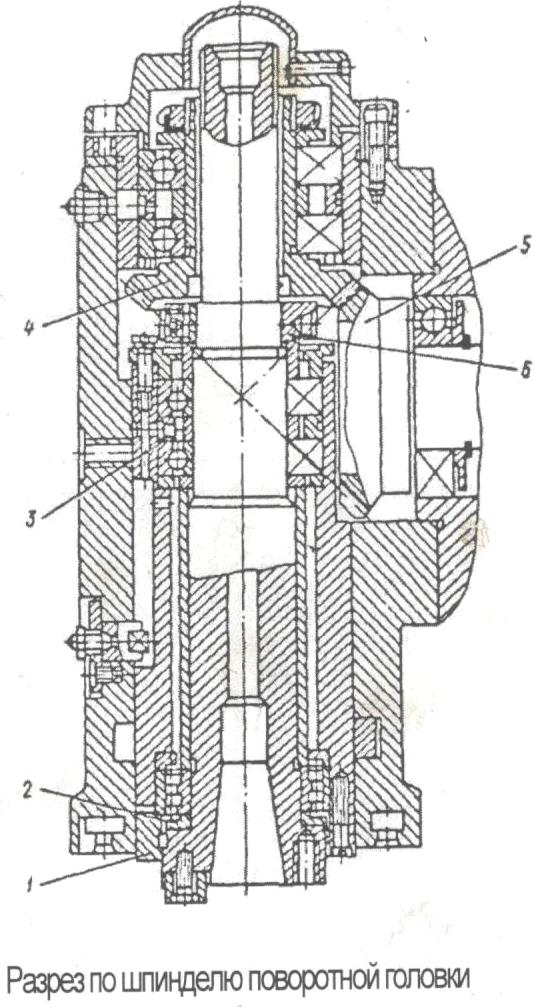
Поворотная головка.
Поворотная головка крепится к хоботу через промежуточную плиту 1 при помощи болтов , введенных в кольцевой Т образный паз и центрируется в кольцевой выточке (рис. 16). Поворотная головка зафиксирована в нулевом положении по отношению к фланцу хобота. Для поворота головки следует освободить ее от нулевой фиксации вращением гайки штифта фиксации и вытягиванием штифта 55 (рис 13). Шпиндель поворотной головки получает вращение от коробки скоростей хобота через кулачковую муфту 1 и конические зубчатые колеса 2,3 (рис. 17) и 4, 5 (рис. 18). Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Перемещение гильзы двухопорной головки производится маховичком , связанным при помощи червяка и зубчатого колеса с рейкой, нарезанной на гильзе шпинделя. Механизм зажима гильзы включает в себя неподвижный упор 1 (рис. 19) и тягу 2.
.jpg)


Накладная головка.
Накладная головка крепится к поворотной головке посредством Т образного паза. Шпиндель накладной головки получает вращение от шпинделя поворотной головки (рис 20).
Коробка скоростей.
Коробка скоростей горизонтального шпинделя смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой. На промежуточных валах смонтированы два тройных и один двойной блок шестерен. На моторном валу установлена электромагнитная муфта II (рис. 21), служащая для торможения шпинделя при останове. Осмотр коробки скоростей можно произвести через окно с правой стороны станины. Шпиндель станка (рис. 21) представляет собой двухопорный вал, геометрическая точность вращения которого определяется, в основном, подшипниками 2 и 4.
Коробка переключения скоростей.
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней. Рейка 1 (рис.22), передвигаемая рукояткой переключения 5, посредством сектора 2 через вилку 10 (рис.23) перемещает в осевом направлении валик 3 с диском переключения 9. Диск переключения поворачивается указателем скоростей 11 через конические зубчатые колеса 2 и 4. Диск имеет несколько рядов отверстий определенного размера, расположенных против штифтов 8 реек 5 и 7, зацепляюшихся попарно с зубчатым колесом 6. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательной перемещение реек. При этом вилки в конце хода диска занимают положение, соответствующее зацеплению отдельных пар зубчатых колес. Для исключения возможности жесткого упора зубчатых колес при переключении штифты 8 реек подпружинены.Фиксация лимба при выборе скорости обеспечивается шариком 1, заскакивающим в пазы звездочки 12. Регулирование пружины 13 для четкой фиксации лимба и нормального усилия при его повороте производится пробкой 14. Рукоятка 5 (рис 22) во включенном положении, удерживается за счет пружины 4 и шарика 3. При этом шип рукоятки входит в паз фланца. Соответствие скоростей, значениям отмеченным на указателе, достигается определенным положением конических шестерен 2 и 4 (рис. 23) по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 м/мин и диска с вилками в положение скорости 31,5 м/мин. Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм. Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла поступающего из трубки в верхней части станины. Отсутствие масляного дождя может вызвать недопустимый нагрев щечек вилок переключения и привести к заеданию последних, их деформацию или поломке вилок.
Оплатить заказ можно несколькими способами:
-
Позвонить по любому указанному телефону
У Вас примут заказ и подберут оптимальный вариант для оплаты и доставки товара.
-
Отправить заявку на эл.адрес
Единый адрес для заказов info@stanok-park.ru
Для Юридических лиц: вместе с заказом просьба присылать реквизиты, по которым будет выставляться счет.
Для Физических лиц: ФИО, контактный телефон. Оплата возможна безналичным и наличным платежом.
- При покупке крупногабаритного груза, наш курьер подберет индивидуальную машину. Учтет все необходимые требования по погрузке, доставке, разгрузке. Оформит необходимые пропуска на режимные или не режимные объекты. Найдет оптимальный по цене транспорт.
- Габаритный груз (ориентировочно до 1 тонны) отправляем транспортными компаниями (Деловые линии, ПЭК, КИТ, Байкал Сервис, ЖелДорЭкспедиция, MagicTrans, Boxberry, DHL, DPD, IML, ГлавДоставка, СДЭК, Энергия, Возовоз и другие). Наш курьер отвозит груз до терминала транспортной компании бесплатно три раза в неделю. Доставку между терминалами оплачивает клиент, если не предусмотрено другое договором.
- Мелкогабаритный груз отправляем Почтой России при необходимости. Например, если клиент из поселка городского типа, где нет филиалов транспортных компаний. В таком случае, сумма за пересылку оплачивается до отправки.
- Активно работаем со странами СНГ (Азербайджан, Армения, Белоруссия, Казахстан, Киргизия, Молдавия, Таджикистан, Узбекистан) и другого ближнего зарубежья (Эстония, Литва, Латвия, Украина, Грузия, Туркменистан). Проработкой маршрута и видом транспорта логист занимается индивидуально.
- При доставке в страны дальнего зарубежья, опять же все индивидуально. Если это Европа, то как правило автотранспортом. Если другой континент, то автопоездом до крупного порта, далее Морем. Пример: поставка фрезерных станков во Вьетнам.
- Самовывоз: мы располагаем сетью производств и складских помещений, по этому уточняйте у менеджеров, с какого города будет происходить отгрузка. Основные точки самовывоза: Батайск, Ростов-на-Дону, Москва, Санкт-Петербург, Балашиха, Нижний Новгород, Ижевск.
- Если Вы заказываете европейское оборудование не из наличия, то прямиком с завода изготовителя мы отправим станки на ваше предприятие. Таможенную очистку возьмет на себя наш логист. Например, гибочное оборудование MG с завода в Италии.


 получил свой 6Т83ШФ1")

